

Trusted Wire Production for Strong Welds
We produce our welding wires end-to-end in our own facilities. After surface cleaning, multi-stage drawing, copper coating and quality checks, the wires are wound and supplied ready for both robotic and manual welding lines.




Raw Material Preparation & Drawing
Welding wire production starts with steel wire rod that has passed incoming quality control. Surfaces are cleaned in dedicated chemical baths and, where necessary, shot-blasted and phosphate-coated to make them suitable for drawing. On our multi-stage drawing lines, the wire is reduced to the requested diameter and transferred to the next process with smooth surface and tight tolerances.
Copper Coating Line
After final drawing, the wire is passed through degreasing, rinsing and activation baths on a continuous line before entering the copper coating section. Controlled bath chemistry and line speed allow us to achieve the required copper thickness with a uniform layer.
This layer enhances electrical conductivity and arc stability while reducing wear on drive rolls and contact tips during feeding, preserving machine performance over the long term.


Quality Control & Testing
Wires that pass all mandatory mechanical, dimensional and surface tests are approved for winding and shipment. Each reel is labelled with a batch number for full traceability. Tensile strength, elongation, hardness, coating thickness and adhesion tests, along with feeding compatibility checks, are regularly performed. Surface cleanliness and copper layer continuity are also verified on every batch.
Winding & Packaging
Approved wires are wound onto reels or drums and labelled according to their end use. From 15 kg reels up to 250–300 kg drums, we offer packaging options suitable for both manual and robotic welding lines. Winding pattern, layering and brake settings are adjusted to support smooth feeding during operation.

Inside Our Welding Wire Plant
A selection of views from our preparation, copper coating and winding lines.
 Shot Blasting & Surface Prep
Shot Blasting & Surface Prep Annealing
Annealing Phosphate Coating
Phosphate Coating Drawing Line
Drawing Line Final DrawingCopper Coating Line
Final DrawingCopper Coating Line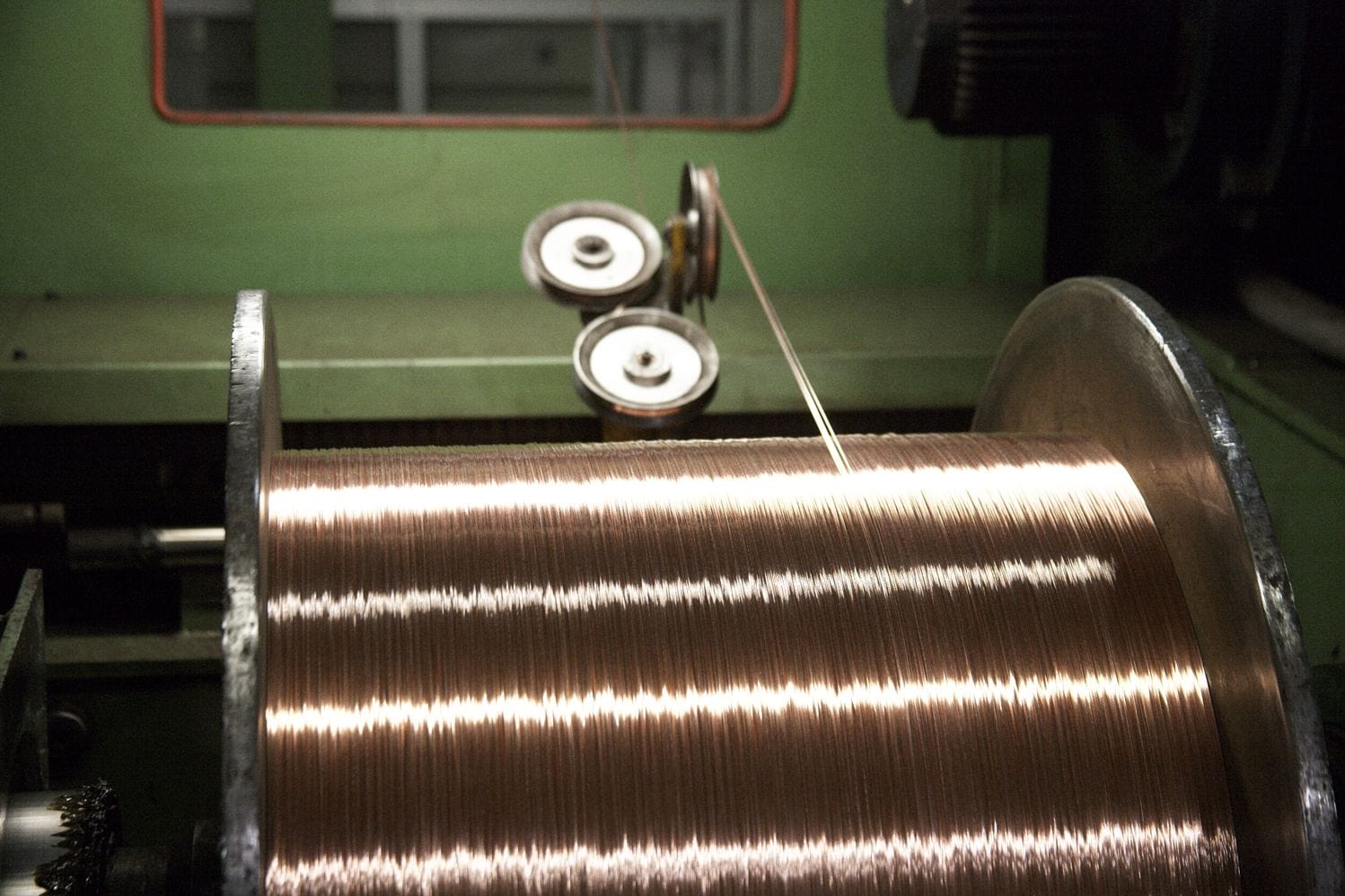 Copper Coating – Close Up
Copper Coating – Close Up Inspection & Packaging
Inspection & Packaging