Ana Sayfa › Haberler › Kalite Kontrolümüze Dekarburizasyon Testi Eklendi
Kalite Kontrolümüze Dekarburizasyon Testi Eklendi
Bağlantı elemanları üretiminde yüzeydeki karbon kaybı (dekarburizasyon), özellikle yüksek dayanım sınıflarında (ör. 10.9 ve 12.9) mekanik özellikleri olumsuz etkileyebilir. Üretim süreçlerimize, mikroyapı üzerinden dekarburizasyonun derinliğini ve karakterini belirlemeye yarayan dekarburizasyon testini ekledik. Böylece ısıl işlem ve kaplama sonrası parçalarımızın yüzey-altı sertlik ve mikroyapı bütünlüğünü daha hassas biçimde doğruluyoruz.
Dekarburizasyon; austenitleme gibi yüksek sıcaklık aşamalarında atmosferle etkileşim sonucu yüzeyden karbonun uzaklaşmasıyla oluşur ve yüzeyde ferritik bir tabaka veya karbon gradyanı bırakabilir. Bu tabaka, diş tepesi ve kök bölgelerinde yerel sertlik ve akma dayanımını düşürerek diş sıyırması, düşük tork-tansiyon verimi veya yorulma dayanımında azalma gibi sorunlara yol açabilir. Bu nedenle, müşteri şartnameleri ve ilgili standartlar (ör. ISO 3887, ASTM E1077; ayrıca ISO 898-1 ile ilişkili gereklilikler) yüzeyde serbest ferrit tabakasına ve toplam/kısmi dekarburizasyon derinliğine limitler koyar.
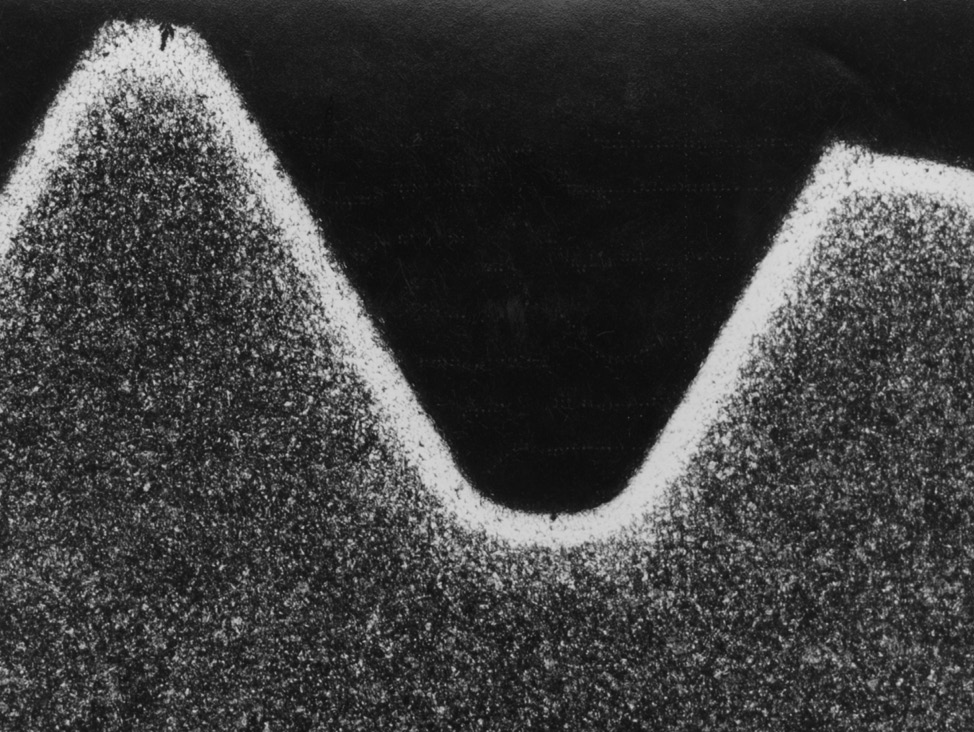
Laboratuvarımızda test; parça kesitinin kritik bölgelerinden (diş tepesi, diş kökü, gövde) alınan numunelerin kalıplanıp taşlanması ve ince cilaya kadar parlatılmasının ardından nital ile dağlanmasıyla yapılır. Mikroskop altında farklı büyütmelerde yapılan incelemede tam dekarburizasyon (serbest ferrit tabakası) ve kısmi dekarburizasyon (karbon gradyanı) ayırt edilir; derinlik yüzeyden etkilenmeyen ana yapıya kadar ölçülür. Ölçümler birden fazla noktadan alınır ve rapor, fotoğraflarla birlikte µm cinsinden derinlik değerlerini ve değerlendirmeyi içerir.
Bu kabiliyet, ısıl işlem fırınlarımızda atmosfer denetimi ve çevrim parametrelerinin doğrulanmasına doğrudan geri besleme sağlar. Böylece austenitleme ve temper süreçlerinde hedeflenen mikroyapı korunur; yüzeyde istenmeyen yumuşama engellenir. Kaplama sonrası uygulanan hidrojen giderme gibi düşük sıcaklık işlemleriyle birlikte değerlendirildiğinde, 10.9 ve 12.9 sınıflarında hem sertlik hedeflerinin yakalanması hem de uzun dönem dayanım davranışının güvence altına alınması mümkün olur.